Obróbka cieplna

Normalizowanie
Przed hartowaniem elementy poddajemy procesowi normalizowania w atmosferze ochronnej. Nagrzewamy je do odpowiedniej temperatury i następnie wolno chłodzimy. Dzięki tej metodzie otrzymujemy strukturę o drobnym ziarnie, co przekłada się na późniejszą zwiększoną wytrzymałość oraz jednolite właściwości w całym przekroju.
-Ujednolicenie struktury
-Zwiększenie odporności na pękanie

Hartowanie martenzytyczne objętościowe
Elementy są podgrzewane do wymaganej temperatury oraz utrzymywane w niej w celu wytworzenia austenitu. Następnie są chłodzone w polimerach lub oleju. Powstała struktura martenzytyczna gwarantuje nam maksymalną odporność na zużycie ścierne oraz wysoką wytrzymałość. W celu zmniejszenia naprężeń oraz otrzymania pożądanych własności, każdy komponent jest odpuszczany w temperaturze zależnej od oczekiwanej twardości końcowej.
– wysoka twardość
– najwyższa odporność na ścieranie
– wysoka wytrzymałość
– wysoka wytrzymałość
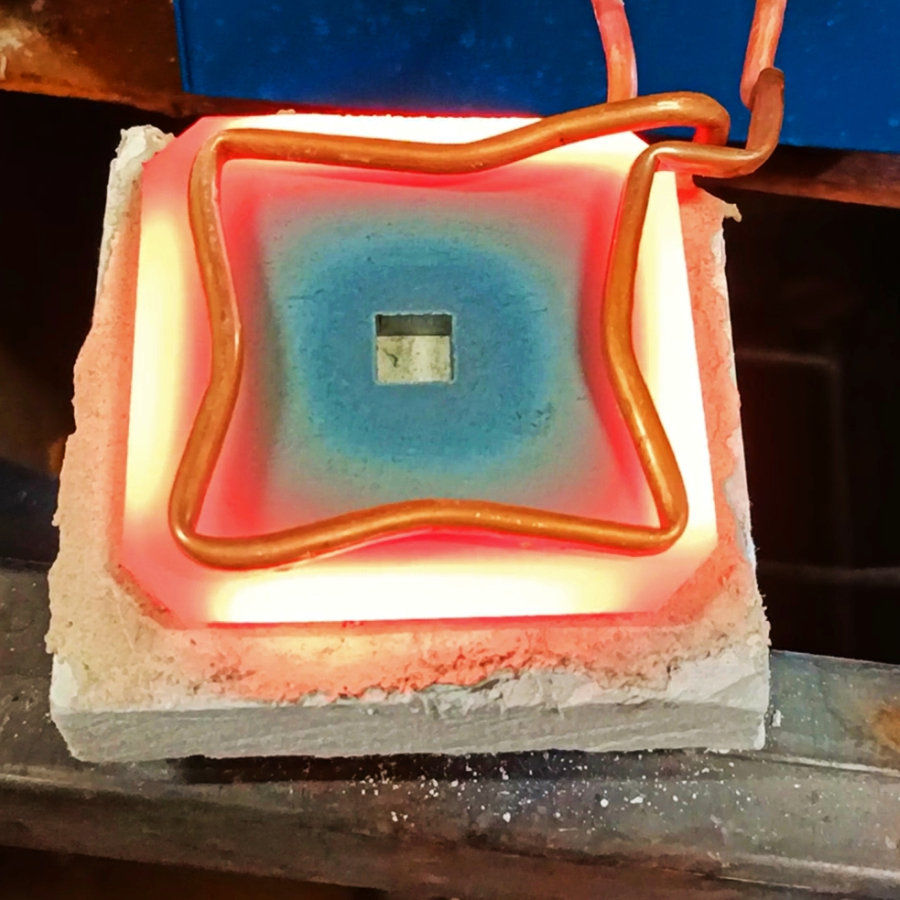
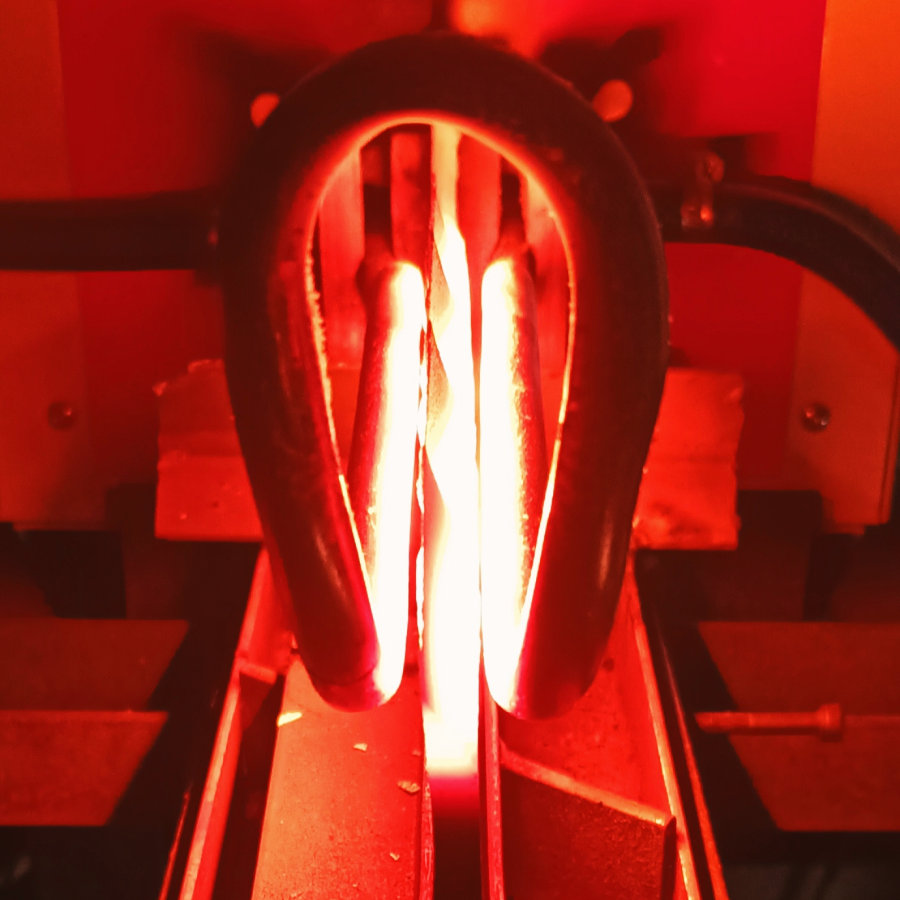
Hartowanie indukcyjne
Za pomocą prądów indukcyjnych podgrzewamy jedynie strefę, która wymaga większej wytrzymałości. Pozwala to nam uzyskać część roboczą o wysokiej odporności na zużycie cierne oraz elastyczny rdzeń.
– wysoka odporność na ścieranie
– wysoka twardość
– odporność na pękanie elementów
Hartowanie kombinowane
Stosując hartowanie podwójne, możemy uzyskać sprężynujący korpus o niższej twardości(przykładowo o strukturze bainitu lub odpuszczonego martenzytu) oraz bardzo twarde i odporne na ścieranie zęby.
– wysoka wytrzymałość
– wysoka sprężystość
– wysoka odporność na ścieranie części tnącej